
Denim coated fabric development
Denim coated fabric development
Abstract: This article introduces the application performance and types of functional coating agents of polyacrylate (PA) and polyurethane (PU) coating agents, exemplifying fine coating, wet microporous, transparent coating, coating processing The formula and process flow of color and imitation leather coating are summarized in this article, which summarizes the attention points in the production of denim fabric coating.
Keywords: coating finishing; finishing agent; labor cloth
In recent years, denim innovation has been the focus of new product development, and emerging coated denim has increasingly become a fashion. The use of coating agents in denim finishing can give denim various functionalities, such as waterproof, oil-proof, dust-proof, antibacterial, and UV resistance. It can also change the appearance properties of the fabric, such as full hand feel and film feel. Strong, increase color brightness, strong layering after washing, clear patterns, and cover up some surface defects on the cloth. There are three main denim coating processes: direct coating, transfer coating and adhesive coating, of which direct coating accounts for the main part. Coating finishes and additives
1.1 Coating finishing agent
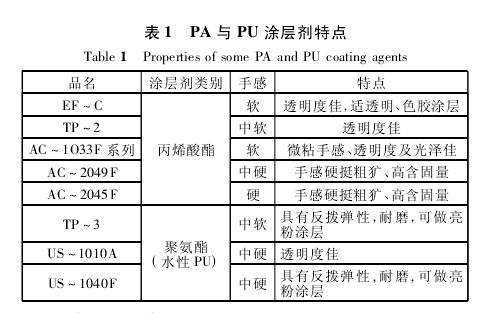
Polyacrylate (PA) and polyurethane (PU) coating agents are currently commonly used coating agents. PA coating agent has the advantages of strong adhesion, resistance to yellowing, high transparency, good co-compatibility and low cost, and can produce colored coating products. Its products have good sunlight resistance, weather resistance and washing resistance, but have shortcomings such as poor fabric elasticity, easy wrinkles, poor surface finish, and poor hand feel. PU coating agent has the characteristics of softness, good elasticity, high coating strength, wear resistance, moisture resistance, low temperature resistance and dry cleaning resistance. If micropores are processed on the coating, the fabric can also have windproof, waterproof and antifouling properties, as well as good moisture and air permeability, but its cost is higher, its weather resistance is poor, and it will hydrolyze when exposed to water, heat, and alkali. question. Table 1 lists the main characteristics of PA and PU coatings.
Coating additives In order to further improve the added value of denim coated fabrics, such as flame retardant, waterproof and antibacterial functions, some special functional coating additives can be added to the coating agent.
(1) Flame retardant additives mainly use silicone-coated ammonium polyphosphate synergistic flame retardants, organoboron-based flame retardants and new silicon-based flame retardants.
(2) Waterproof additives mainly use fluoropolymers because they have good waterproof and oil-proof properties. Organic fluorine compound type waterproof and oil repellent agents are used in situations with high requirements for water and oil repellency.
(3) Antibacterial additives mainly use low-toxic, efficient and durable antibacterial agents.
(4) Other additives mainly include anti-UV additives, antistatic agents, and cross-linking agents that can improve the fastness of coated fabrics and coating adhesion properties. Denim coating production practice The denim coating is required to be light and thin, and the scraping process is mainly used. Coated fabrics for denim products are divided into three methods: desizing coating, non-desizing coating and mercerized coating. The processing technology is as follows: First, prepare environmentally friendly slurry according to the requirements of various specifications and varieties, and adjust the coating thickness and feel. (soft or hard), then sew the finished cloth, mercerized cloth or desized gray cloth (according to customer requirements), scrape it with a 2~3mm floating scraper, and dry it in the oven. The speed of the machine is adjusted according to the type, generally 30m/min. Then carry out weft and shrink reduction. If you want to make a film-type coating, you need to first use PA as a primer, then calender and apply PU conjunctiva, and then perform shrink-proof finishing [1]. In addition, denim warp yarn sizing mostly uses modified starch, glue, chemical slurry, etc., which have complex composition and high sizing rate. Indigo dye dyed products have poor color fastness to washing and rubbing, and are prone to discoloration during the desizing process. Quality issues such as flowers, color bars, and head and tail color differences. In practice, it has been found that the enzymatic cold stack desizing method for denim fabrics has better results.
2.1 Fine coating process Taking polyacrylate coating agent (PA) as an example, the coating process is as follows:
Craft formula/%
Polyacrylate coating agent emulsion TP-275
Thickener (polyacrylic acid type) 3~5
Cross-linking agent (TMM or modified DMDHEU) 0.5~1
Defoaming agent 0~0.3
Ammonia 0.5~0.7
Process flow and conditions Semi-finished product (fabric without desizing is good) → Waterproof pretreatment (reduces the wicking and penetration of coating slurry to prevent interference with the reverse side) → Coating (coating amount is about 10g/m2) → Drying ( 100~120oC)→baking (150~160oC)→light calendering→finished product
2.2 Wet microporous coating process takes polyurethane coating agent (PU) as an example. The coating process is as follows:
Craft formula/%
Polyurethane coating agent (TP-3)31
Colored paint 3~5
Nonionic surfactant 0.1~0.3
Anionic surfactant 0.5~0.7
DMF60~63
Appropriate amount of water
Total amount 100
Process flow: semi-finished product (processed by dyeing and raising) → scraping or padding → solidification → washing → drying 2.3 Transparent glue coating [2] Transparent coating is a layer of good transparency applied to the surface of denim. Water-based PA or water-based PU coating requires good film-forming ductility to make the original color of denim more three-dimensional. Select the appropriate coating glue based on the feel and coating effect requirements. If washability is required, a cross-linking agent can be used. Process formula/(g·L-1)
PU glue (US-1010A) 20~25
Cross-linking agent 3~4
Filler 0~3
Slip agent 3~7
Appropriate amount of thickener
Appropriate amount of water
Water-based coating process coating (fabrics are notSizing, desizing, and mercerization are all possible)→Drying (100~120oC)→Baking (150oC, 3mim or 170oC, 1mim)→Finished product 2.4 Coating and coloring [3] Process formula/%
PU glue (US-1010A) 50
Toning dyes (such as navy blue, red, etc.) 12~15
Cross-linking agent 2~5
Adhesive 5
Appropriate amount of water
The technological process is singeing→cold pile desizing→washing→drying→mercerization→coating→calendering→shaping and tentering (the coating processing effect is better after mercerization of the fabric)
2.5 Imitation leather coating
Craft formula/%
Bright PU glue (US-1010A) 50~60
Cross-linking agent 3
Adhesive 3~8
Appropriate amount of water
The process flow is the same as in Section 2.4.
3 Key points of coating production
Denim fabrics generally undergo desizing, shrinking, mercerization, shaping and calendering before coating and finishing. The quality of pre-treatment and the flatness of the base fabric will all affect the coating quality.
(1) Chromatic aberration, such as mid-edge chromatic aberration, is particularly prominent in wide-format products. Denim has been dyed before processing. Using it as the base fabric, its background color will have a certain impact on the coating effect. In order to prevent chromatic aberration or mid-edge chromatic aberration in the finished product, the denim must be color-separated first, and the cylinder number must be indicated to prevent excessive chromatic aberration. The denim must then be coated according to its color separation. In addition, attention should be paid to temperature control during production, and changes in fabric color should be paid attention to during high-temperature processing. Because the temperature is too high, it will cause the indigo dye to vaporize and sublimate, which will also lead to fabric color difference.
(2) When preheating and drying skinned fabrics, if the equipment temperature is lower than the water evaporation temperature, the surface of the coating film will be crusted, so the temperature should be slightly higher than the water evaporation temperature.
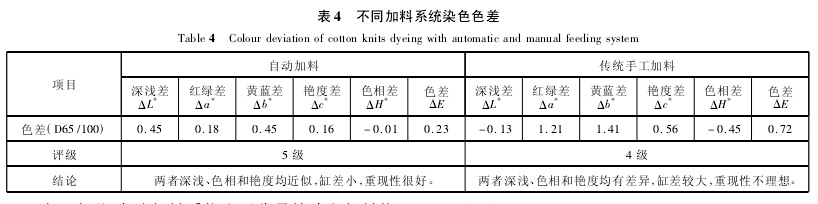
In the pre-treatment dyeing process, two dye vats are used to dye cotton knitted fabrics. After dyeing, the color difference of the two tanks was tested separately. The results are shown in Table 4
Table 4 shows that the automatic feeding system reduces manual weighing errors due to accurate weighing and uniform and stable feeding, thereby avoiding cylinder differences caused by human operation, allowing the fabric to have a higher sample rate and better dyeing reproducibility. Traditional post-processing is good for adding materials, which improves the first-time success rate of dyeing and product quality.
3.2.2 Level dyeing
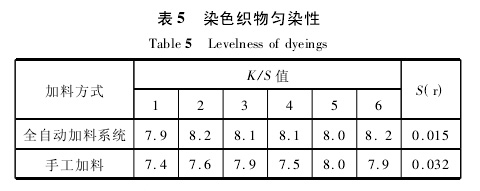
Cotton knitted fabrics were dyed using a fully automatic feeding system and traditional manual feeding methods to test the levelness of the dyed fabrics. The results are shown in Table 5
Note: Take 6 different positions of the fabric sample for level dyeing test. It can be seen from Table 6 that the surface level dyeing of fabrics dyed by the automatic feeding system is significantly better than that of manual feeding. The automatic feeding system has higher material uniformity, can carry out quantitative cyclic feeding, and accurately controls the feed flow, so that the dye can be dyed on the fabric more evenly, and the dyeing quality is significantly improved.
Conclusion
(1) Through experiments, the parameters of the feeding sequence and feeding time of the fully automatic feeding system were optimized. The optimized feeding sequence and process can make reasonable use of time and improve pipeline utilization and production efficiency.
(2) The fully automatic feeding system has greatly improved both the control of cylinder differences and the levelness of dyeing on the fabric surface. R82Lznud8b
Disclaimer:
Disclaimer: Some of the texts, pictures, audios, and videos of some articles published on this site are from the Internet and do not represent the views of this site. The copyrights belong to the original authors. If you find that the information reproduced on this website infringes upon your rights, please contact us and we will change or delete it as soon as possible.
AA





